
Notas de Aplicación – Generadores de Rayos-X
Modos de falla del tubo de rayos X comunes
AN-02
Introducción
Los tubos de rayos X son una forma costeable y probada de producir radiación de rayos X útil en los campos de la medicina, inspección y ciencia. Por más de 100 años los tubos de rayos X han hecho avances debido a las nuevas aplicaciones, materiales, equipo de procesamiento y diseño. Actualmente, dos tipos de tubos son los dominantes: los tubos de ánodo giratorio utilizados principalmente para propósitos médicos desde 25 kilovoltios (kV) hasta 150 kV, y los tubos de ánodo estacionario utilizados en la industria de inspección desde 25 hasta 40 kV con algunos en el rango de 1 millón de voltios. Los tubos de ánodo estacionario típicamente funcionan en el intervalo de 1-20 miliamperios en un ciclo casi continuo y a la vez pueden estar encendidos muchas horas. Los tubos de ánodo giratorio operan a más de 1000 miliamperios pero se utilizan principalmente en modo pulsante aproximadamente desde 1 milisegundo hasta 10 segundos.
En la producción de rayos X menos del 1% de la energía produce rayos X útiles mientras que el resto, el 99%, se transforma en calor. Este factor limita la vida útil del tubo de rayos X. Se requieren muchas disciplinas científicas las cuales deben estar controladas para producir un producto del calidad. Estas incluyen: termodinámica, transferencia de calor, ciencia de materiales, tecnología de vacío, alto voltaje, electrónica, disciplina atómica y de radiación, procesos de manufactura y tecnologías más pequeñas pero importantes. La integración y control del tubo y generador de rayos X son críticas para producir resultados técnicos predecibles y una larga vida del tubo.
1. Envejecimiento normal
a) Consumo normal del filament
b) Consumo acelerado del filamento
c) Fugas lentas
d) Inactividad
e) Grietas del vidrio
f) Formación de arcos
g) Micro grietas del objetivo
h) Daños accidentales
i) Rodamientos
2. Deficiencias de manufactura
a) Fallas inmediatas
i) Eliminación por pruebas
ii) Periodo inactivo
iii) Materiales inadecuados
iv) Fallas de proceso
b) Fallas latentes
i) Optimización de proceso
ii) Procesos marginales/poco entendidos
iii) Análisis de fallas/causas no encontradas
3. Aplicación incorrecta
a) Emisión de bajos kV/altos mA
b) Temperatura/vida útil
4. Energía de activación inadecuada desde la fuente de alimentación
a) Impedancia de la fuente
b) Filamento de CD/CA
c) Alta frecuencia
d) Velocidad de rotación/freno
e) Impulso del filamento
f) Circuitos lógicos
g) Límite del filamento/ajuste de precalentamiento del filamento
5. Consideraciones del alojamiento del tubo
a) Fuga dieléctrica (aceite)
b) Sobrecalentamiento
c) Temperatura ambiente
d) Comportamiento de la carcasa
e) Cable/conexiones a tierra
f) Requisitos de expansión dieléctrica
g) Valoración de la disciplina
1. Envejecimiento normal
Los tubos de rayos X envejecen y tienen una vida útil limitada debido a que las características y materiales utilizados comienzan una degradación gradual y se consumen de manera que el rendimiento disminuye gradualmente hasta que ya no funcionan satisfactoriamente.
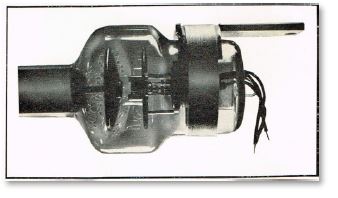
a. Consumo normal del filamento: el haz de electrones en un tubo de rayos X lo suministra un filamento de tungsteno el cual se ha utilizado desde la concepción de los tubos de electrones y también en las bombillas de luz incandescente. A pesar de la experimentación con otros emisores: cátodos dispensadores, lantano y hexaboruro de cerio, torio, y tungsteno dopado con renio, el tungsteno puro permanece como el mejor material para el filamento. El filamento está hecho de alambre el cual está enrollado en una espiral e insertado dentro de una copa que actúa como un elemento de enfoque para formar el haz de electrones rectangular necesario. La espiral sirve para tensar el filamento y proporciona el área de superficie aumentada para maximizar la emisión de electrones.
El alambre de tungsteno se consigue fácilmente y se procesa de formas utilizables. El alambre es relativamente fuerte, resistente y mantiene su forma cuando se somete a esfuerzos, como por ejemplo, bajo vibraciones y golpes controlados. Los fabricantes de tubos de rayos X estabilizan y fortalecen los filamentos mediante un proceso llamado recristalización. Esto modifica la micro estructura fibrosa del alambre en bruto a una en la cual la estructura cristalina tiene una proporción de longitud a diámetro en el rango de 3 a 6. La recristalización se logra calentando el cable muy rápidamente a alrededor de 2600 °C en unos pocos segundos y manteniéndolo así por un periodo muy corto de tiempo.
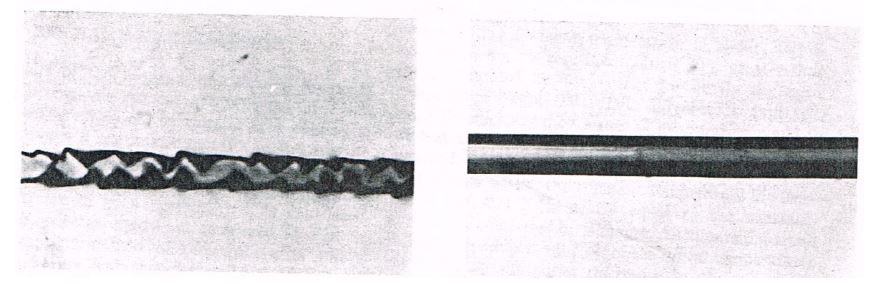
Un parámetro común para los filamentos es la vida del filamento. Cuando el tungsteno caliente se evapora lentamente desde su superficie, entre más alta sea la temperatura mayor será la tasa de evaporación. Idealmente, el tungsteno se evapora uniformemente pero en la práctica comienza a formar puntos calientes en los límites del grano cristalino los cuales son visibles como "melladuras". Los puntos calientes evaporan el tungsteno más rápidamente y el alambre se adelgaza más en estos lugares, finalmente quemándolo. Entre más alta sea la temperatura del filamento más crecen los granos del tungsteno con el tiempo y más rápido progresan las melladuras. Adicionalmente, si se permiten corrientes de irrupción con un filamento frío esto acelera el quemado debido al sobrecalentamiento de los puntos más delgados.
Para la vida del filamento, una reducción de alrededor del 10% de la masa del alambre se considera el fin de la vida útil. Esto representa que con una reducción de 5.13% en el diámetro del alambre, el filamento habrá logrado alcanzar el 98% de su vida útil. (Tungsten Filament Life Under Constant-Current Heating [Vida del Filamento de Tungsteno bajo Calentamiento a Corriente Constante], A. Wilson, Journal of Applied Physics, Vol. 40 Núm. 4 Pág. 1956, 15 de marzo de 1969) (Esta referencia también tiene una buena imagen del funcionamiento de un filamento mellado bajo condiciones de corriente directa y el funcionamiento de un alambre sin melladuras bajo condiciones de corriente alterna). La disminución de un 5% o 6% del diámetro se considera el fin de la vida útil para muchos fabricantes.
b. Consumo acelerado del filamento: las características del tubo de rayos X son afectadas por varios factores, los cuales incluyen, la corriente del tubo, el voltaje del tubo, el espacio del ánodo al cátodo, el ángulo del objetivo y el tamaño del punto focal (tamaño del haz de electrones). El tamaño del punto focal es afectado por: el área de superficie del alambre, el paso de la espiral (el número de vueltas por pulgada), diámetro de la espiral/longitud, espesor del filamento en su copa de enfoque y el tamaño de la copa en sí mismo. Sólo el alto voltaje del ánodo al cátodo y la corriente del filamento (temperatura) determinan la emisión del tubo. La emisión es gobernada por la ecuación de Richard-Dusman la cual es muy dependiente de la temperatura del filamento; entre mayor sea la temperatura, mayor será la emisión.
El filamento en un tubo funciona más caliente cuando se demanda más corriente en el tubo a un voltaje fijo o cuando se demanda más corriente en el tubo pero el tubo funciona a un voltaje más bajo. Por ejemplo, se comparar dos casos para un tubo de ánodo estacionario. Primero: un tubo funcionando a 160 kV y 1 miliamperio (mA), comparado contra 5 mA. En este tubo, está calculado que el filamento funciona a alrededor de 2086 grados Kelvin, comparado contra 2260 grados Kelvin a 5 mA. El incremento de 174 grados produce una tasa de evaporación 21 veces mayor para la operación a 5 mA en comparación con la de 1 mA. (“The Rates of Evaporation and the Vapor Pressure of Tungsten…” [Las Tasas de Evaporación y la Presión de Vapor del Tungsteno...], Jones and Mackay, Physical Review, Vol. XX Núm. 2, agosto de 1927). Segundo, para el mismo tubo operado con 40 kV a 5 mA comparado contra 160 kV y 1 mA, las temperaturas son 2300 °K y 2086 °K respectivamente, lo cual reduce la vida útil por un factor de alrededor de 43 veces. De forma interesante, se experimenta una pequeña y relativa disminución en la vida útil con una corriente de tubo baja cuando se reduce el voltaje; por ejemplo, para 160 kV y 40 kV, ambos para 1 mA, sólo se reduce la vida por un factor de 1.3, y para 160 kV y 40 kV, ambos a 5 mA, se reduce 2.1 veces.
En resumen:
Para 160 kV y 5 mA la vida del filamento es 21 veces menor que para 160 kV y 1 mA
Para 40 kV y 5 mA la vida del filamento es 43 veces menor que para 160 kV y 1 mA
Para 40 kV y 1 mA la vida del filamento es 1.3 veces menor que para 160 kV y 1 mA
Para 40 kV y 5 mA la vida del filamento es 2.1 veces menor que para 160 kV y 5 mA
Esto muestra que los incrementos de la corriente del tubo (producidos por los incrementos de temperatura en el filamento) son mucho más importantes que los cambios de voltaje del tubo. Los tipos de tubo individuales así como los tubos individuales para un solo tipo variarán en estos ejemplos.
Las fallas de filamento fundido son causadas por temperaturas de operación altas; entre más alta sea la temperatura, más rápido se quema el filamento. El tungsteno se evapora desde la superficie del filamento pero no uniformemente, formándose así puntos calientes que evaporarán más rápidamente. Los puntos calientes ocurren en las caras cristalinas del tungsteno los cuales evaporan preferentemente en distintas superficies cristalinas. Entre más alta sea la temperatura del filamento y entre más tiempo opere así, más grandes crecen los cristales. Se logra una vida más larga teniendo cristales largos y estrechos a lo largo del eje del alambre y manteniendo las temperaturas tan bajas como sea posible.
c. Fugas lentas: los tubos de rayos X requieren alto vacío para funcionar. Los sellos de vidrio a metal y las juntas soldadas, aunque son adecuadas al inicio, comienzan a fatigarse y algunas veces comienzan a dejar entrar pequeñas cantidades de gas, incrementando gradualmente la presión de gas. El desempeño del tubo comienza a degradarse a causa de la evaporación de materiales y arcos de alto voltaje los cuales pueden ser provocados por una presión de gas alta.
d. Inactividad: la falta de operación permite a los gases dentro del vacío del tubo acumularse y migrar a lo largo de las superficies. Cuando se energiza el filamento y se aplica alto voltaje puede ocurrir un arco eléctrico especialmente con voltajes de operación altos. La mayoría de los fabricantes recomiendan un procedimiento de calentamiento dependiendo del periodo de tiempo inactivo. Necesariamente, este es un procedimiento de alcance casi universal, aunque puede no adecuarse a todos los casos. Para algunos casos será necesaria una operación extendida adicional llamada acondicionamiento, que incluye la operación a niveles de potencia o voltaje altos y que ayudará al funcionamiento del tubo. Es posible que esto no funcione satisfactoriamente o simplemente no funcione y que el tubo deba ser reemplazado.
e. Grietas del vidrio: la mayoría de los tubos son fabricados usando vidrio para las paredes del recipiente de vacío, pero el vidrio también realiza la tarea de aislar los electrodos del tubo (cátodo, ánodo y tierra) de fugas de corriente y arcos eléctricos. Con el tiempo y dependiendo de los factores de uso, el metal (tungsteno) del ánodo y del filamento comienza a evaporarse sobre la superficie de vidrio causando la formación de arcos eléctricos y la falla del tubo. La formación de arcos agita el material evaporado y puede provocar que los aislantes de vidrio queden raspados. Esta condición frecuentemente se menciona como "resquebrajado" o "raspadura".
Se utilizan varios métodos para mitigar los efectos de la evaporación incluyendo; pulir el vidrio con chorro de arena (lo que aumenta la pista de aislamiento), utilizar un ánodo con capucha o tubos de ánodo estacionarios (un capuchón o cubierta reduce las evaporaciones del objetivo sobre el vidrio), paredes metálicas para el vacío central (las cuales reducen la evaporación del filamento sobre el vidrio en los tubos de ánodo rotativo y algunos tubos de ánodo estacionario), y el uso de cerámicas. Estas técnicas no eliminan la evaporación del metal pero reducen grandemente su deposición sobre las superficies de aislamiento de vidrio y cerámica además de que retrasan la tendencia de formación de arcos. Las técnicas pueden producir otros efectos no deseados, por ejemplo, el pulido del vidrio con chorro de arena puede provocar la liberación de partículas de vidrio las cuales causan formación de arcos.

f. Arcos: la formación de arcos es un problema común en todos los sistemas de alto voltaje. Algunas de las causas han sido mencionadas anteriormente; altos niveles de gas en el vacío, evaporación del metal conductor sobre las superficies del aislante y aislantes resquebrajados o raspados los cuales producen presiones de gas altas o degradan la capacidad del aislante para aislar el alto voltaje. Otras causas como un aislante pequeño o partículas de metal que se encuentren libres por la operación o que puedan generarse dentro del tubo producen gas y películas conductoras sobre los aislantes. Estas partículas pueden provocar pequeños, pero puntuales, haces de electrones los cuales desencadenan los arcos.
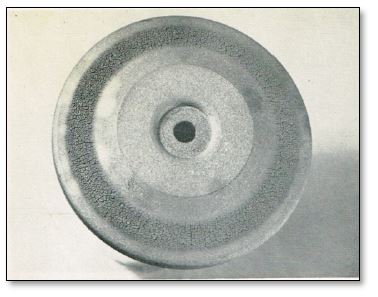
g. Micro grietas del objetivo: cuando se suministra energía al tubo, un haz de electrones golpea el objetivo y la temperatura debajo de este haz se eleva rápidamente. Para los tubos de ánodo estacionario la energía y temperatura son relativamente bajas y se alcanza una temperatura de equilibrio en unas cuantas fracciones de minuto. La superficie del objetivo de tungsteno puede alcanzar fácilmente la temperatura de fusión del tungsteno (3400 °C) pero se limita a alrededor de 400 °C (750 °F) para que el disco de tungsteno no se separe de su base de cobre. La elevación de temperatura en la superficie del objetivo causa esfuerzos, lo que puede causar pequeñas grietas sobre la superficie del objetivo. Con el tiempo y con los ciclos de apagado y encendido estas grietas pueden crecer y algunos de los electrones en el haz pueden caer en estas grietas, lo que provoca que la radiación de rayos X se altere. El tungsteno absorbe algo de la radiación proveniente de las grietas y la intensidad de la radiación se reduce, y la energía de los rayos X se vuelve más dura (con rayos de energía más fuertes). Operar los tubos con baja energía y menor ángulo del objetivo también reduce esta tendencia.
 Para los tubos con ánodo rotativo, los cuales tienen una capacidad de energía de hasta 1000 veces más que los de ánodo estacionario, las micro grietas del objetivo son mucho más severas y por consiguiente, sus efectos son mayores. Las temperaturas del punto focal del objetivo en el tubo de ánodo rotativo pueden alcanzar 2800 °C (alrededor de 5000 °F). La reducción de la radiación con respecto del número de exposiciones frecuentemente se menciona como "declive de radiación". Las micro grietas se reducen utilizando la potencia más baja necesaria; el punto focal más grande posible y el tiempo de exposición más prolongado a baja potencia, en vez de tiempos de exposición cortos con potencia más alta. Dicho criterio también se aplica a los tubos de ánodo estacionario. Las micro grietas reducen la transferencia de calor lo cual incrementa la temperatura del punto focal lo que eleva la evaporación del objetivo de tungsteno sobre el vidrio.
Para los tubos con ánodo rotativo, los cuales tienen una capacidad de energía de hasta 1000 veces más que los de ánodo estacionario, las micro grietas del objetivo son mucho más severas y por consiguiente, sus efectos son mayores. Las temperaturas del punto focal del objetivo en el tubo de ánodo rotativo pueden alcanzar 2800 °C (alrededor de 5000 °F). La reducción de la radiación con respecto del número de exposiciones frecuentemente se menciona como "declive de radiación". Las micro grietas se reducen utilizando la potencia más baja necesaria; el punto focal más grande posible y el tiempo de exposición más prolongado a baja potencia, en vez de tiempos de exposición cortos con potencia más alta. Dicho criterio también se aplica a los tubos de ánodo estacionario. Las micro grietas reducen la transferencia de calor lo cual incrementa la temperatura del punto focal lo que eleva la evaporación del objetivo de tungsteno sobre el vidrio.
h. Daños accidentales: aunque no es una de las principales causas de falla, los daños accidentales pueden ser causados por no seguir los protocolos recomendados durante la instalación y operación. La falta de comprensión, no estar familiarizo y las suposiciones pueden causar daños accidentales. En este caso se aplica el consejo del carpintero: mide una vez y cortarás 2 veces; mide 2 veces y cortarás una sola vez. Para el caso de los tubos de rayos X: revise y vuelva a revisar.
i. Rodamientos: las fallas en los rodamientos del tubo de ánodo rotativo pueden ser problemáticas. Todos los sistemas mecánicos se desgastan y dejan de funcionar, así que el truco es lograr la longevidad. La alta temperatura y la alta velocidad reducirán grandemente la vida útil de los rodamientos. Con el funcionamiento, el lubricante (que usualmente es plata o plomo) se separa de la superficie de las bolas y de las superficies de corrimiento permitiendo el contacto de acero con acero, lo cual provoca bloqueo o atoramiento. Con un uso moderado, regularmente los rodamientos durarán más que los otros mecanismos. Los requisitos de radiación y operación deben revisarse cuidadosamente al detalle cuando se elija un ánodo rotativo en vez de un tubo estacionario.
2. Deficiencias de manufactura
a. Fallas inmediatas: no importa lo mucho que se esfuerce un fabricante, no todos los tubos están hechos exactamente iguales. Existen pequeñas diferencias, pero el fabricante necesita hacer que dichas diferencias no afecten la operación del tubo.
i. Eliminación por pruebas: después de que se ha producido y procesado un tubo, este es sometido a una batería de pruebas para completar su procesamiento final, pero aún más importante, para asegurarse de que cumple con los estándares de funcionamiento establecidos para dicho modelo. El tubo se somete a pruebas de calidad. La primer prueba es la de estabilidad de alto voltaje. Cada tubo se somete a altos voltajes los cuales típicamente exceden el 15% o más de su voltaje de operación máximo mientras funciona a su máxima capacidad de energía. Dicho proceso elimina gases y partículas, y acondiciona las superficies vírgenes para operar a voltajes altos. Es entonces que el tubo se somete a una prueba de funcionamiento para revisar su estabilidad de alto voltaje de forma que no ocurran arcos eléctricos, u ocurran de manera limitada en un periodo de tiempo específico mientras se encuentre operando al voltaje nominal máximo. Se miden y prueban características pertinentes tales como, la emisión del cátodo, características de voltamperios del filamento, tamaño del punto focal y carga térmica entre otras. Para los tubos de ánodo rotativo se realizan pruebas adicionales para comprobar el funcionamiento del rotor y rodamiento, tales como, ruido, vibración, tiempo dependiente entre otras. Los tubos que no cumplen con las especificaciones son rechazados/desechados, pero son analizados para encontrar las causas de la falla y así realizar las correcciones al proceso de manufactura.
ii. Periodo de inactividad: algunas veces a pesar de haber pasado las pruebas satisfactoriamente, si los tubos se mantienen inactivos por 2-4 semanas estos no funcionan satisfactoriamente, especialmente bajo condiciones de alto voltaje. El cambio en su rendimiento se debe usualmente a pequeñas fugas de vacío las cuales no pueden detectarse mediante medios normales pero que producen gases los cuales no permiten un buen funcionamiento (alto voltaje). Los ciclos térmicos normales pueden inducir fugas o la abertura de huecos e introducir gases dañinos. Dicha degradación del funcionamiento es rara, pero ocurre, y en algunos casos la inactividad prolongada o los tiempos normales de rotación de inventario revelan fallas adicionales.
iii. Materiales inadecuados: los materiales modernos tales como el cobre libre de oxígeno, aleaciones de cobalto expandido controladas, tungsteno impregnado con renio, aleaciones resistentes a las altas temperaturas, grafito al vacío, bronces para altas temperaturas, así como cerámicas y vidrio técnico han mejorado extensamente el funcionamiento de los tubos. Debido a dichas mejoras, es necesario un alto nivel de control de calidad para garantizar la calidad de estos y otros materiales. Frecuentemente, para asegurar la calidad del proveedor se utilizan pruebas y certificados de cumplimiento. A pesar de estos esfuerzos, puede ser que materiales que no cumplan con el estándar lleguen a los procesos de fabricación. Un buen ejemplo es una barra de cobre libre de oxígeno la cual es extruida y puede contener vetas, las cuales pueden provocar fugas de vacío. Se deben utilizar la placa y la barra con la forja más costosa. Usualmente, estas deficiencias son detectadas en las instalaciones de fabricación y no son vistas por los clientes.
iv. Fallas de proceso: los procesos nuevos tales como, metales refundidos al vacío, bombas de vacío turbomoleculares, procesamiento al vacío de alta temperatura, encendido de gas hidrógeno a alta temperatura, soldadura al vacío y electro pulido, también proporcionan un funcionamiento mejorado del tubo de rayos X. La automatización ha ayudado a lograr un producto más consistente. Sin embargo, si estos procesos/equipos utilizados tienen fallas o se pierde el control, un proceso bien calibrado puede fácilmente fallar y dar como resultado tubos de calidad marginal o de rechazo.
b. Fallas latentes: las fallas latentes o impredecibles pueden ocurrir con el paso del tiempo y frecuentemente son impredecibles, y algunas veces, no se pueden atribuir a causas conocidas.
i. Optimización de procesos: muchos procesos utilizados en los tubos y sus partes han evolucionado durante muchos años y a través de experiencias prácticas. A menos que exista evidencia contraria muy clara, los fabricantes se rehúsan a cambiar un proceso por miedo a consecuencias desconocidas. Por ejemplo, un ánodo con disco de grafito soldado a su respaldo para un tubo de ánodo rotativo debe ser desgasificado antes de su ensamble. Si la temperatura es muy alta, se pueden producir daños en la soldadura y su interfaz, pero si es muy baja, puede ponerse en riesgo la desgasificación adecuada. En un ánodo estacionario, la alta temperatura en el ánodo ayuda a la desgasificación, pero ¿qué tan alta debe ser y durante cuánto tiempo debe permanecer la temperatura antes de que ocurran daños (imperceptibles)? Muchos procesos caen dentro de esta categoría, por ejemplo, desgasificación, vacío mediante bombeo y acondicionamiento. Ser muy conservador arriesga tener un desempeño insatisfactorio, ser muy agresivo arriesga a tener daños. Es difícil encontrar un la mejor solución y una vez que un proceso funciona, es mejor no tocarlo.
ii. Procesos marginales o poco entendidos: algunas fallas son causadas por efectos que no son bien conocidos o cuyos efectos secundarios de varios procesos son desconocidos. ¿Por qué el aceite dieléctrico algunas veces se vuelve oscuro y tiene material extraño, sin embargo, el tubo funciona adecuadamente? Otros sistemas tienen tendencia a la formación de arcos, a pesar de ello, el tubo y el aceite de enfriamiento y sus alrededores lucen bien y pasan las pruebas. La lubricación en las bolas de los rodamientos de una ánodo rotativo es un buen ejemplo de un proceso no entendido adecuadamente. El lubricante, usualmente plomo o plata, está chapado mediante métodos de evaporación químicos o físicos y está cubierto de manchas naturalmente y no tan uniforme. Se requiere de un rodaje de los tubos para distribuir el lubricante más uniformemente. El espesor promedio también es importante: si es muy delgado, la vida del rodamiento se pone en riesgo; si es demasiado grueso, los tubos girarán con dificultad y frecuentemente se atascarán. Los resultados históricos y las pruebas y errores guían el proceso, pero la razones físicas no son bien entendidas.
iii. Análisis de fallas/causas imposibles de encontrar: el análisis de fallas puede revelar la causa de una falla y es un proceso importante utilizado por los fabricantes para encontrar fallas inmediatas y latentes. Algunas veces el problema es obvio, en otras ocasiones para descubrir la causa raíz se involucra mucho análisis y pruebas. Cualquier persona involucrada en el análisis de fallas sabe que a pesar de un gran esfuerzo, muchas veces no es posible encontrar la causa raíz del problema. Puede ser que la falla destruya la evidencia definitiva o que durante el desensamble para el análisis se retire la evidencia. Algunas veces, no se encuentra evidencia suficiente para hacer una conclusión definitiva. Frecuentemente, lo más que puede hacerse es extrapolarlo a una causa.

Una falla común de los tubos que han tenido una vida útil relativamente larga es la formación de arcos. Las causas probadas más comunes para la formación de arcos son: presión de gas residual alta, degradación de los aislantes y emisión espuria de electrones (comúnmente llamada "emisión de campo"). Los dos primeros temas ya se han mencionado anteriormente. En el caso de la emisión de campo, partículas microscópicas (tanto de conductores metálicos y aislantes no metálicos) pueden causar pequeñas corrientes eléctricas típicamente en el rango de nanoamperios las cuales se emiten simplemente por causa de los campos eléctricos elevados. Estas diminutas corrientes las cuales emanan en forma de haz, bajo ciertas condiciones pueden cargar a los aislantes, los cuales después se descargan induciendo la formación de un arco. La carga también puede causar la falla del aislante en la forma de una perforación, la cual es un orificio diminuto en el aislante que provoca la pérdida de vacío. Alternativamente las partículas pueden desprenderse, acelerarse y ganar energía en el campo eléctrico y estallar al impacto, induciendo la formación de un arco. El impacto frecuentemente provoca un daño secundario en la forma desechos de impacto los cuales terminan provocando más emisiones de campo.
Los fabricantes enfatizan la limpieza en un esfuerzo por reducir las partículas, usualmente ensamblando los tubos en cuartos limpios y utilizando varios procesos tales como, la limpieza ultrasónica y el electropulido para remover partículas. A pesar de dichos esfuerzos, todavía pueden ingresar partículas pequeñas al tubo. Para mitigar las partículas, cada uno de los tubos nuevos es "acondicionado" o expuesto a un alto voltaje de operación de hasta del 25% de su voltaje de operación máximo para quemar o remover partículas en las partes inactivas del tubo. Acondicionar un tubo bajo condiciones frías no tiene un buen efecto sobre el tubo, así que se debe operar el tubo a través de un protocolo térmico en particular de entre los muchos posibles. Los calendarios para dicho acondicionamiento conllevan una considerable experimentación y evaluación pero no siempre son perfectos. Es extremadamente difícil tener un tubo que nunca genere arcos eléctricos.
El inicio de la mamografía es un buen ejemplo de una inicial aplicación incorrecta cuando se utilizó un tubo de diagnóstico estándar para producir mamografías. Los diagnósticos resultantes fueron bastante pobres y frecuentemente resultaron en quemaduras por radiación. Al paso de varios años, se aprendió que la radiación del molibdeno a voltajes de alrededor 30 kV en puntos focales muy pequeños en tubos adaptados especialmente a la anatomía resultaba muy efectiva para proporcionar diagnósticos tempranos del cáncer de seno. Los nuevos tubos fueron diseñados para cumplir estos requisitos y actualmente son la regla de oro estándar para la esencial detección temprana.
a. Bajos kV/altos mA de emisión: una disparidad común ocurre cuando un tubo diseñado para alto voltaje se utiliza con voltajes más bajos (típicamente a la mitad o menos del máximo). El filamento tiene que funcionar con corriente más alta para sobrepasar la limitada emisión. En un tubo de ánodo rotativo en particular operado a 125 kV y 300 mA, cuando se reduce a 50 kV y 300 mA se debe operar el filamento con un 16% más de energía para superar el voltaje bajo del tubo. El debido a que el filamento se enfría por radiación con una temperatura proporcional al 4º poder (T⁴), un 16% de aumento significa sólo un 3.8% de aumento en la temperatura del filamento. |Mientras que esto parece ser poco, el tungsteno se evaporará alrededor de 3 veces más con la alta potencia, resultando en 3 veces menos vida útil del filamento para este caso. Si el tubo se opera a una corriente superior (más de 300 mA en este caso) a 50 kV, la corriente del filamento debe aumentarse reduciendo aún más la vida del filamento. Frecuentemente tal disparidad debe aceptarse debido a que el fabricante no acepta producir un diseño especial si las ventas serán limitadas.
b. Temperatura/vida útil: una regla básica para los tubos de rayos X es que la temperatura es el enemigo. Entre más energía se aplique, menor será la vida útil del tubo. Sin embargo, sin la energía adecuada es posible que no haya la intensidad de radiación X suficiente para llevar a cabo el trabajo. La evaporación del filamento que provoca depósitos metálicos indeseables eventualmente causará la generación de un arco sobre el aislante. Operar el objetivo a una temperatura más alta eventualmente no sólo causará la evaporación del objetivo, sino que la calidad de la radiación en términos de distribución de energía e intensidad comenzará cambiar y se reducirá por causa de las micro grietas.
Durante la operación del tubo están presentes esfuerzos termomecánicos. Los sellos de vidrio a metal se esfuerzan cuando son calentados y a más calor mayor será la temperatura, lo que provoca el incremento del esfuerzo. Al final, las partículas diminutas pueden descomponerse o en el vidrio se pueden formar grietas finas, las cuales aumentan por el paso de la radiación. La fatiga mecánica siempre está presente debido al ciclo térmico y entre más ciclos, más rápido se desarrolla la fatiga. Una cantidad mayor de energía provoca una mayor temperatura, lo cual acelera la fatiga. Hacer funcionar el tubo de rayos X con la energía utilizable más baja extiende su vida útil.
4. Energía de activación inadecuada desde la fuente de alimentación
En una fuente de rayos X, la fuente de alimentación proporciona toda la energía necesaria para hacer funcionar el tubo incluyendo el filamento y frecuentemente la alimentación del rotor para un tubo de ánodo rotativo. Adicionalmente, la fuente contiene el circuito lógico y los bloqueos internos utilizados por el sistema. De este modo, la alimentación es parte integral de la fuente de rayos X y ambas trabajan en conjunto.
a. Impedancia de la fuente: una de las características de mayor importancia de la fuente de alimentación es su impedancia. Para los tubos de ánodo estacionario, los cuales funcionan con unos cuantos cientos de watts, la impedancia puede ser alta lo que significa que tiene mucha resistencia. Así, en el caso de un arco se minimizan los daños al tubo y a la electrónica sensible. La formación de arcos usualmente se extingue cuando el voltaje que provoca el arco se reduce. Cuando la corriente en un arco pasa a través de la resistencia de alto voltaje, el voltaje a lo largo de la resistencia aumenta y por tanto se reduce el voltaje en el tubo y otras partes del circuito de alto voltaje. Si la presión de gas en el tubo se vuelve demasiado alta como para sostener un arco eléctrico la impedancia también protege a la fuente de alimentación y a la electrónica asociada. No se puede hacer nada para mejorar el funcionamiento de un tubo cuando el nivel del gas se vuelve muy alto.
Desafortunadamente, una alta impedancia también significa que si comienzan a formarse arcos debido a una partícula o emisión de campo o por una evaporación ligera, frecuentemente no hay la energía suficiente almacenada para eliminar o evaporar la causa y esto provocará que la formación de arcos eléctricos continúe.
Un tubo de ánodo rotativo opera bajo condiciones de energía mucho mayores, algunas veces por encima de 1000 kW o casi 1000 veces más que uno de ánodo estacionario. Aquí la fuente de alimentación no puede tener una impedancia alta o de otra forma no proporcionaría la energía requerida. En estos casos, frecuentemente es necesario limitar la energía almacenada, típicamente a menos de 10 joules. Los cables de alto voltaje y los capacitores multiplicadores de voltaje almacenarán dicha energía, lo que podrá dar por resultado que se presenten daños en el tubo por la formación de un arco eléctrico. 10 joules no es un valor fijo, es sólo una guía, ya que algunos tubos operan satisfactoriamente con más energía almacenada y otros con menos energía no lo harán. La capacitancia se vuelve más problemática con voltajes más altos ya que la energía es proporcional al cuadrado del voltaje.
b. Filamento de CD/CA: típicamente los filamentos son operados bajo condiciones de voltaje/corriente alternos. Existen tres razones básicas. Primero, históricamente fue más fácil controlar y suministrar CA y segundo, existe la tendencia al crecimiento de granos cuando se utiliza CD, lo que provoca filamentos frágiles quebradizos que se forman con el tiempo y se queman más rápido. Finalmente, pero no menos importante es que bajo condiciones de CD en una de las terminales del filamento existirá un pequeño potencial fijo igual al potencial que hace funcionar el filamento, el cual puede distorsionar el punto focal desestabilizándolo ligeramente con respecto a la copa de enfoque. El efecto es más pronunciado para puntos focales más pequeños y condiciones de emisión altas. Con CA dicho desbalance se alterna entre ambas terminales del filamento y se difumina. Para los filamentos calentados por corriente directa, se presenta un fenómeno de melladuras, especialmente para los filamentos delgados. En este caso algunos iones de tungsteno provenientes de los átomos del tungsteno evaporado son atraídos a la terminal negativa del filamento y se depositan por sí mismos formando una serie de "melladuras". Estas melladuras son más delgadas que otras secciones del filamento y generan puntos calientes con el consiguiente aumento de evaporación y terminan por fundirlo. Se reporta una reducción de la vida útil del filamento de 2 a 10 veces cuando se opera con CD en vez de CA. Las fuentes de alimentación modernas que utilizan filamentos de CD derivan esto de un convertidor de alta frecuencia. Bajo estas condiciones, un rizo de baja amplitud y alta frecuencia en el orden de decenas de kHz se presenta en la señal del filamento, lo que minimiza los efectos de mellado.
c. Alta frecuencia: los sellos de vidrio a metal en un tubo están hechos de Kovar o una aleación similar que consiste en acero, níquel y cobalto los cuales son altamente magnéticos. Los sellos incluyen los pasos para la alimentación eléctrico que llevan la corriente del filamento. Bajo la alta frecuencia los materiales magnéticos están sujetos a histéresis magnética, corrientes de Eddy y efecto superficial, mismos que debilitan la energía del flujo de corriente. Este fenómeno requiere que la fuente de alimentación entregue más energía en comparación con los materiales no magnéticos para superar la pérdida. Entre más alta sea la frecuencia mayores serán las pérdidas. La pérdida de energía podría calentar los pasos de la alimentación eléctrica, y el efecto del esfuerzo mecánico en los sellos no está bien entendido. Actualmente se emplean frecuencias de hasta 40 kHz. Para el cátodo y el ánodo, se emplean fuentes de alimentación de alto voltaje y alta frecuencia, pero estas son rectificadas a CD.
d. Velocidad de rotación/frenado: para los tubos rotatorios, la vida del rodamiento y la evaporación del filamento son las consideraciones más grande para la vida útil del tubo. Cuando se solicita una exposición, se aplica energía al estator para que el ánodo del tubo alcance una velocidad de giro (revoluciones por minuto). Dicha velocidad mínima está especificada por el fabricante y la velocidad sincronizada históricamente tiene 4 valores en base a la frecuencia de la energía comercial; para 60 Hz, la velocidad máxima es de 3600 rpm o 10,800 rpm a velocidad triple; para la energía de 50 Hz, 3000 rpm y 9000 rpm a velocidad triple. Estas velocidades son usualmente llamadas velocidad "baja" o "alta" para la frecuencia normal única o la frecuencia triple respectivamente. En la práctica el rotor casi nunca puede alcanzar esta velocidad debido a que la fricción en los rodamientos y el acoplamiento magnético imperfecto entre el estator y el rotor reducen la velocidad. De hecho, el sistema de estator/rotor sólo es alrededor de 10% eficiente comparado con los motores comerciales los cuales usualmente están por encima del 90%. Por esta razón a los fabricantes generalmente especifican una velocidad mínima que típicamente es de 3000, 9500, 2800 y 8500 o valores similares para permitir el corrimiento desde la velocidad síncrona.
Cuando se inicia una exposición, la energía del estator se aplica durante un periodo de tiempo específico para alcanzar la velocidad mínima y depende de: el momento de inercia del ánodo, (muy burdamente proporcional a la capacidad de almacenamiento de calor), el voltaje aplicado al estator y la frecuencia del voltaje aplicado (velocidad alta o baja). Típicamente el tiempo de "aceleración" de este rotor es de 1.5 a 6 o más segundos. Después de aplicar la aceleración, el estator pasa al modo de "funcionamiento" donde se aplica continuamente un voltaje reducido (típicamente de 80 V a 100 V) para mantener la velocidad mínima. Frecuentemente, se deja al instalador la tarea de ajustar el tiempo de aceleración para cumplir con la velocidad mínima y eso puede ser un problema en la práctica para su implementación. Los tacómetros Reed y las luces estroboscópicas síncronas pueden medir la velocidad rotacional. Se debe considerar el estado térmico del ánodo; un ánodo caliente alcanzará una menor velocidad que un ánodo frío debido al incremento de la fricción y a la reducción del acoplamiento magnético. Una vez que se ha realizado la exposición, la velocidad del rotor se reduce o frena aplicando voltaje sólo a uno de los devanados del estator.
El frenado se hace rápidamente para reducir la rotación del rodamiento pero es igualmente importante pasar rápidamente la frecuencia de resonancia del rotor. Todos los motores tienen una frecuencia de resonancia natural y en este punto el rotor/ánodo puede vibrar notablemente. Para pasar rápidamente esta velocidad de resonancia y minimizar cualquier efecto dañino, se aplica el voltaje de freno. Las frecuencias de resonancia típicas son de alrededor de 4000 rpm a 5000 rpm (65 Hz-80 Hz). Es especialmente importante frenar después de una operación a velocidad alta. Considerando un impulso del filamento más corto y un tiempo de velocidad del rotor más largo que lo normal, se puede ver que la secuencia de eventos del sistema de rayos X es como sigue: solicitar la exposición, aplicar aceleración al estator, aplicar impulso al filamento, aplicar pulso de alto voltaje para la exposición, reducir el filamento a inactivo, frenar la velocidad del ánodo. Las fuentes de alimentación modernas tienen ajuste para todas estas secuencias de tiempo.
e. Impulso del filamento: cuando un tubo de rayos X no produce los rayos (por ejemplo, no hay alto voltaje aplicado al cátodo y ánodo) su filamento se encuentra en el así llamado modo inactivo (o precalentamiento). Tiene corriente pasando a través de él pero está por debajo del punto de emisión donde la corriente del tubo podría ser arrastrada. Siempre que se requiera una exposición, la corriente del filamento se "impulsa" hasta un nivel de corriente predeterminado, el cual permite que la corriente de un tubo en particular fluya cuando se aplica alto voltaje al tubo. Cuando los rayos X ya no son necesarios, se apaga el alto voltaje y el filamento regresa a su corriente de inactividad.
Típicamente los tiempos de impulso del filamento están en el rango de medio a un segundo. Esta técnica es especialmente importante para un tubo de ánodo rotatorio donde las corrientes del tubo son altas y se ahorra vida útil del filamento operándolo sólo cuando los rayos X son necesarios. La corriente de inactividad del filamento se elige para que la evaporación del filamento sea una fracción muy pequeña de la corriente de filamento necesaria para una emisión alta, minimizando con ello la evaporación en inactividad. Si la corriente del tubo es lo suficientemente baja, algunos tubos de ánodo estacionario no requieren impulso y el filamento puede pasar a una condición sin energía. Los sistemas de pulsado continuo pueden presentar un problema con la evaporación debido a que si la tasa de repetición del pulso es alta, no hay el tiempo suficiente entre los pulsos para impulsar al filamento antes de que llegue otro pulso. Normalmente en estos casos se hace trabajar al filamento en el modo de impulso hasta que terminan las pulsaciones. Las fuentes de alimentación modernas tienen ajuste para todas estas secuencias de tiempo.
f. Circuitos lógicos: como puede verse en la descripción precedente, la secuencia lógica y su funcionamiento son de importancia vital. Al agregar otros sistemas tales como, bloqueos internos, secuenciamiento de imágenes, requisitos del objeto radiográfico y otros requerimientos del sistema, se puede ver que el funcionamiento y la confiabilidad de los sistemas lógicos son imperativos para que nada salga mal. A veces la formación de arcos en el tubo puede causar que los transitorios iniciados por picos de corriente o interrupciones de alto voltaje produzcan fallas en los circuitos de la lógica. Las fuentes de alimentación modernas tienen circuitos lógicos aislados que protegen de transitorios a la electrónica sensible bajo condiciones normales de operación y de formación de arcos.
g. Límite del filamento/configuración de precalentamiento del filamento: una de las configuraciones más importantes es el ajuste de límite del filamento. El punto de ajuste del límite del filamento limita la corriente de salida máxima de la fuente de alimentación del mismo para proteger el filamento del tubo de rayos X. Este ajuste hará imposible al generador de rayos X exceder este valor bajo cualquier circunstancia. Se debe ajustar a, o por debajo de, la especificación del fabricante del tubo de rayos X.
Cuando se ajusta por debajo de la especificación máxima del tubo de rayos X, el límite del filamento debe ser entre 10-15% más alto que la corriente de filamento requerida para lograr la corriente de emisión programada máxima (mA) con los kV más bajos. Recuerde, los valores máximos para el filamento son diferentes que los valores REQUERIDOS para la emisión. Ajustar a un 10-15% por encima de los valores de corriente de emisión necesarios proporciona un espacio de tolerancia al tope así como una mejor respuesta a transitorios.
Siempre mantenga el nivel del límite del filamento al valor de la especificación de corriente máxima recomendada por el fabricante del filamento o debajo de este. La corriente en espera del filamento (mencionada como "precalentamiento del filamento" en algunas líneas de producto) es el suministro de corriente inerte para el filamento del tubo de rayos X durante el tiempo en espera de las condiciones de los rayos X (alto voltaje apagado/rayos X desactivados). El punto de ajuste del precalentamiento del filamento es típicamente de alrededor de 1 A-2 A, pero se deberá consultar con el fabricante del tubo de rayos X. Una buena guía a considerar es que el nivel máximo de precalentamiento del filamento debe limitarse a 50% de la especificación del límite del filamento. Es perfectamente correcto ajustar una corriente en espera a cero si no se requiere una corriente de rampa de emisión rápida.
5. Consideraciones del alojamiento (carcasa) del tubo
El tubo de rayos X debe estar alojado en un contenedor apropiado para: evitar la emanación de rayos X en todas direcciones, proporcionar aislamiento adecuado para el alto voltaje y permitir el enfriamiento del sistema/tubo. Para los tubos de rayos X unitarios al contenedor se le llama carcasa, conjunto del tubo o fuente de radiación; y para un sistema en el cual la fuente de alimentación está combinada con el tubo, usualmente se le llama Monoblock® (una marca registrada de Spellman).
a. Fuga del dieléctrico (aceite): el dieléctrico, usualmente aceite de transformador con oxidación inhibida, debe proporcionar aislamiento de alto voltaje para evitar la formación de arcos en todas las superficies de alto voltaje. Si se desarrollan fugas de aceite esto también significa que hay entrada de aire a la carcasa, y si el aire ingresa al área del campo de alto voltaje causará la formación de un arco eléctrico. Si la formación de arcos continúa, el carbón producido por la desintegración del aceite comenzará a cubrir las superficies y eso no puede remediarse. Los sellos de aceite frecuentemente se hacen con juntas tóricas, y el hule sintético de nitrilo es ideal para el aceite inhibido. Algunos materiales como el neopreno no son adecuados ya que se hinchan con este aceite. Las recomendaciones normales de los fabricantes de las juntas tóricas para los porcentajes de compresión son de alrededor del 5-10% y estos no se aplican. En realidad se aplica un 25% de compresión ya que las juntas tóricas bajo las altas temperaturas típicas de la carcasa se asientan y pierden resistencia, y pueden comenzar a escurrir.
El aceite utilizado contiene gases absorbidos los cuales deben ser retirados mediante tratamiento con vacío para evitar su liberación en la carcasa. Dicho tratamiento aumenta la resistencia dieléctrica la cual se mide en unidades de voltios por distancia. Los valores típicos son mayores a 30 kV por pulgada. Una consideración importante son los materiales utilizados en la carcasa, usualmente aisladores de plástico. Estos pueden filtrar plastificantes y otros químicos los cuales pueden disolverse en el aceite y degradar la resistencia dieléctrica. La temperatura aumenta la filtración. Se debe tener cuidado cuando se prueban los materiales utilizados en la carcasa, incluso para lotes nuevos de fabricación de estas piezas.
b. Sobrecalentamiento: el sobrecalentamiento puede causar daños no solo al tubo sino además a la carcasa. Muchos sistemas tienen un intercambiador de calor el cual utiliza un ventilador y algunas veces una bomba para circular el aceite. Es imperativo que estos intercambiadores permanezcan limpios. El polvo es el mayor culpable y disminuirá tanto la convección natural del aire como la convección forzada (por ventilador). El resultado es que la carcasa se sobrecalienta, y se debe establecer un calendario de mantenimiento.
c. Temperaturas ambientales: las temperaturas ambientales necesitan apegarse a lo especificado por el fabricante. La temperatura ambiente típica es de 25 °C a 30 °C y bajo condiciones de alta demanda, la carcasa puede aumentar a 75 °C u 80 °C, un límite típico. Así de esta manera, el aumento de temperatura puede ser de alrededor de 50 grados y si la temperatura ambiente es más alta de lo especificado, a este aumento de temperatura se agregará al del ambiente lo quedará por resultado temperaturas superiores. Los alojamientos, frecuentemente utilizados en las pruebas y para bloquear las fugas de radiación pueden provocar aumentos de temperatura por encima de las recomendaciones. Además, no es poco común encontrar cubiertas de plástico o textiles utilizadas para "proteger" el equipo, pero esto sólo detiene el flujo de aire por convección y puede llevar rápidamente a un sobrecalentamiento.
d. Comportamiento de la carcasa: la carcasa de un tubo, con o sin intercambiador de calor puede estar caliente en la parte superior y no estarlo en la inferior. Esto debido a que el aceite dieléctrico de enfriamiento forma corrientes de convección fuertes las cuales se elevan como el humo de un cigarrillo y llevan el calor a la parte superior de la carcasa. Se debe asegurar el mejor comportamiento de la carcasa para el funcionamiento. Con frecuencia los termopares pueden guiar y revelar las áreas calientes, pero se requiere un buen contacto térmico para que las mediciones sean precisas.
e. Conexiones de cables/tierra: a pesar de que esto parece obvio, se necesitan buenas conexiones eléctricas. En especial la conexión a tierra así como otras conexiones tales como las del estator, interruptores de sobretemperatura y cables de alto voltaje que son igualmente importantes. Apriete firmemente las conexiones sin que haya contactos ni cables deshilachados. Las conexiones de los cables de alta voltaje son particularmente importantes debido a que si incluyen aire este se ionizará en las áreas del campo alto y provocará arco eléctrico a través del aislante. Usualmente se utiliza grasa para alto voltaje a fin de sellar las entradas de aire y permitir un contacto íntimo entre las superficies. Una vez iniciados los indicios de arcos eléctricos, estos no son reparables. Se deben seguir de forma minuciosa las recomendaciones del fabricante para la instalación del aislamiento del cable.
f. Expansión dieléctrica: Cuando se caliente el aceite expandirá su volumen como todos los materiales. El sistema de rayos X debe tener el volumen suficiente para permitir esta expansión. En el lado frío cuando se envía el sistema, se debe permitir un volumen para encogimiento. Esta expansión y contracción se logra usualmente a través de un diafragma flexible para permitir el cambio de todo el volumen. Un buen diseño permitirá un factor de seguridad; entre más grande mucho mejor. Está bien tener factores de seguridad de al menos un 25%. Es igualmente importante ajustar el punto neutral en la carrera de expansión; se debe ajustar el diafragma para permitir la expansión y contracción con las que se encontrará. Estos factores son requisitos de diseño y fabricación.
g. Disciplina en valores nominales: Una de las consideraciones más importantes para la operación del tubo es hacerlo funcionar con los valores nominales de funcionamiento publicados. La familiaridad y planeación son asuntos clave. Se debe revisar la energía del filamento y el alto voltaje para no exceder el sobrecalentamiento de largo plazo; la energía en exceso de corto plazo en el ánodo puede provocar que el punto focal se funda. Las normas guía son la precaución y el cuidado. El funcionamiento y el intercambio de calor sin restricciones son igualmente importantes. Para los tubos de ánodo rotativo aplica lo mismo, pero adicionalmente, se debe asegurar una rotación adecuada. Los rangos de exposición individual son importantes para asegurar que se energice el punto focal adecuado, se use la tabla de velocidad correcta, se observe el alto voltaje y se elija el tiempo de pulsación adecuado. Deben coordinarse las tablas con las características de emisión del filamento y de voltamperios para evitar la sobrecarga. Es muy fácil mezclar las tablas y terminar haciendo una lectura incorrecta. Siempre, realice una segunda comprobación.

